Токарный станок 1М63 — технические характеристики и устройство
Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.

Внешний вид токарного станка 1М63
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
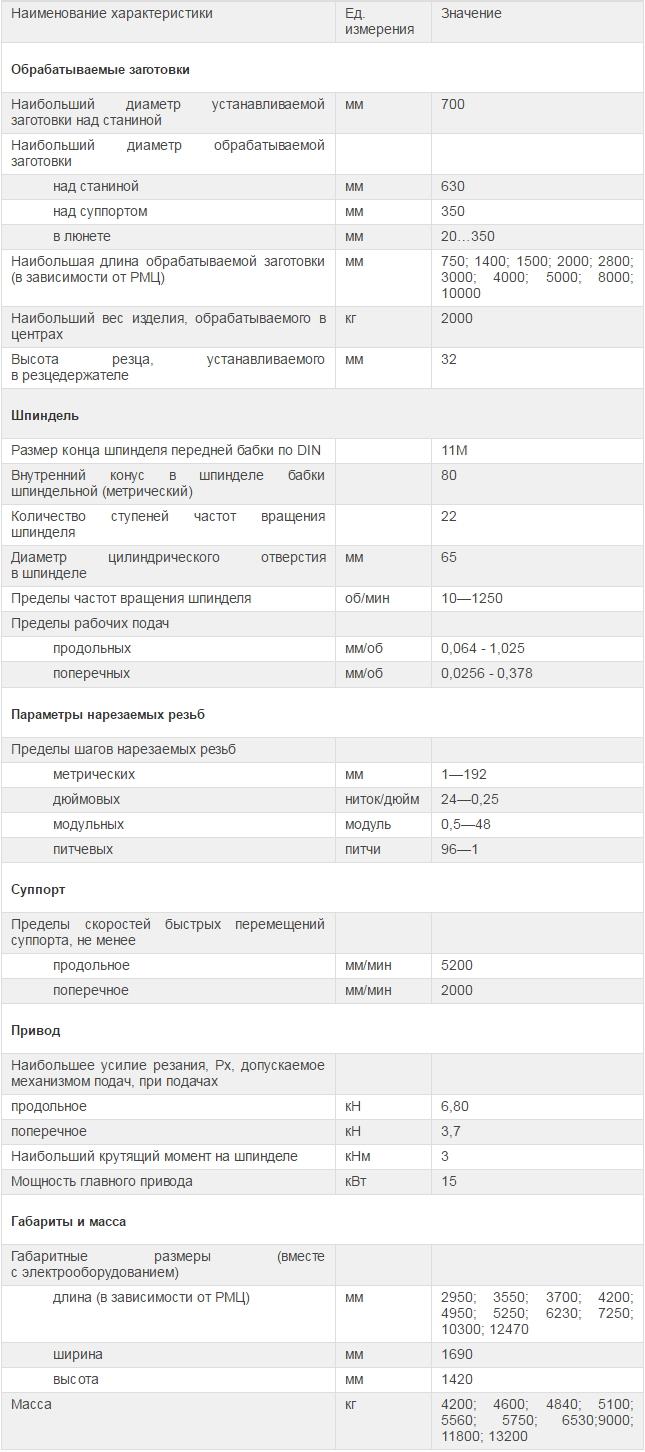
Характеристики станка
Скачать бесплатно паспорт токарно-винторезного станка 1К63: Паспорт станка 1К63
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.

В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.

Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.

Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.

Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.

Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.

Фартук станка (нажмите, чтобы увеличить)
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.

Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.

Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.

 (3 оценок, среднее: 4,33 из 5)
(3 оценок, среднее: 4,33 из 5)




