КГШП (кривошипный горячештамповочный пресс): характеристики и особенности
Аббревиатурой КГШП называют горячештамповочный пресс кривошипного типа. Исключительно высокая мощность отдельных моделей такого оборудования делает его оптимальным выбором для предприятий, занимающихся переработкой металлического лома.

Горячештамповочный кривошипный пресс номинальной силой 14000 тс. Используется для горячей штамповки коленчатых валов массой до 200 кг в составе современной роботизированной линии
Использование КГШП, в частности, позволяет успешно решать такую насущную для данных предприятий проблему, как пакетирование лома металлов, обладающих невысокой пластичностью (алюминиевые и титановые сплавы, бронзы и др.). Между тем приобретение пресса данного типа является для преимущественного большинства таких предприятий непозволительной роскошью. Основной сферой применения КГШП, которые представлены на современном рынке в большом разнообразии модификаций, является оснащение производства, выпускающего свою продукцию крупными, средними и мелкими сериями.
На видео ниже можно увидеть в работе кривошипный горячештамповочный пресс K8540.

Конструктивные особенности
Поскольку штамповка на станках данной категории выполняется при высоких температурах (1000–1200°), их конструкция отличается некоторыми особенностями.
- Для оснащения КГШП средней и невысокой мощности используются асинхронные двигатели, а на оборудование, развивающее большие усилия (свыше 31,5 МН), могут устанавливаться синхронные агрегаты и даже двигатели, работающие на постоянном токе.
- От электродвигателя вращение на конструктивные элементы станка передается посредством мощной клиноременной передачи.
- Принимающий вращение вал, установленный в подшипниках скольжения, с одной стороны оснащен маховым колесом, а вторым концом соединяется с элементами открытой понижающей передачи, вращение от которой передается на эксцентриковый вал.
- На одном конце эксцентрикового вала устанавливается тормоз ленточного типа, а на втором – муфта включения, работающая за счет наличия в ее конструкции нескольких фрикционных дисков.
- На станке установлена система, обеспечивающая в зависимости от необходимости включение либо муфты, либо тормоза. Конструктивно такая система связана и с узлом торможения махового колеса.
- На кривошипно-шатунном механизме установлены верхние направляющие ползуна. Нижняя часть ползуна соединяется с подвижной частью штампа, установленного на прессе.
- Для регулировки закрытой высоты КГШП используется специальный клиновой механизм, который монтируется на рабочем столе оборудования.
- Станина, отличающаяся высокой жесткостью, собирается из отдельных конструктивных элементов, соединяемых друг с другом при помощи стяжных шпилек. Чтобы обеспечить требуемый уровень сжимающих напряжений, создаваемых такими шпильками, их затяжку выполняют в нагретом состоянии.
- Нижняя (неподвижная) часть штампа фиксируется на рабочем столе пресса.
- КГШП также оснащаются системами смазки и управления, причем система управления обязательно содержит в своем составе контрольно-диагностическое оборудование.
Применение кривошипного горячештамповочного пресса возможно как в автономном режиме, так и при встраивании в состав специализированных линий, на которых выполняется штамповка.
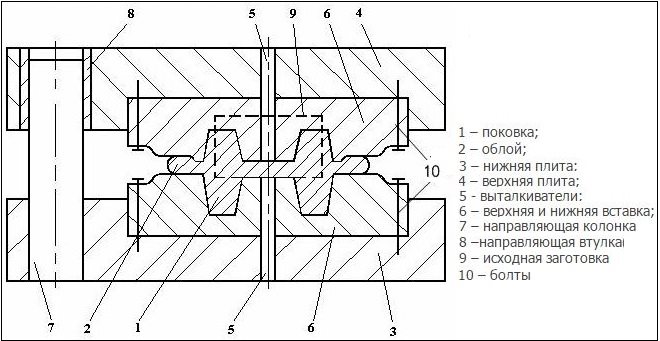
Схема штампа КГШП
Если сравнивать КГШП с обычным кривошипным оборудованием, то в его работе также можно выделить несколько особенностей.
- Для того чтобы штампуемый на таком оборудовании металл не успел остыть, необходима высокая скорость выполняемой обработки.
- Максимальный выход энергии за короткий промежуток времени, в течение которого выполняется горячая штамповка, обеспечивается за счет использования высокомощного привода.
- Шатун пресса нельзя регулировать, что делает его более жестким и прочным.
- Муфта включения имеет в своем оснащении увеличенное количество фрикционных дисков.

Сравнительные данные штамповки на КГШП и молотах
Современные модели станков данной категории еще более усовершенствованы. Так, на них устанавливаются кривошипно-клиновые механизмы, которые пришли на смену конструкциям кривошипно-шатунного типа. Такие механизмы позволяют выполнять штамповку с более высокой точностью, а элементы их конструкции, характеризующейся меньшей площадью поверхности контакта, изнашиваются менее интенсивно.
Характеристики и принцип работы
Оснастить прессом данного типа штамповочное производство целесообразно в том случае, если вас интересует мощное и надежное оборудование, работающее с исключительно высокой производительностью.

Кинематическая схема кривошипного горячештамповочного пресса
Принцип работы КГШП заключается в следующем.
- От приводного электрического двигателя крутящий момент последовательно передается на следующие элементы – маховое колесо, промежуточный вал и зубчатую передачу.
- После того как количество оборотов махового колеса достигает номинального значения, включается муфта.
- Во фрикционную муфту под большим давлением подается сжатый воздух, и эксцентриковый вал соединяется с механизмом «ползун-шатун».
- В тот момент, когда включается муфта, происходит отключение ленточного тормоза.
- Эксцентриковый вал, соединенный посредством фрикционной муфты с механизмом «ползун-шатун», придает ползуну возвратно-поступательное движение.
- Нижняя часть ползуна, соединенная с подвижной половиной штампа, сообщает движение и ей, за счет чего и выполняется основная технологическая операция по деформированию металла – штамповка.
- В тот момент, когда ползун начинает совершать движение вверх и размыкает половинки штампа, срабатывает механизм выталкивателя, за счет которого готовое изделие извлекается из зоны обработки.
В зависимости от потребностей, которые испытывает штамповочное производство, КГШП могут дополнительно оснащаться и другими узлами, в качестве которых могут выступать микропривод для регулировки угла поворота главного вала, подштамповая плита выдвижного типа, гидрозажимы для инструмента и др.

Подштамповый блок для пресса серии КБ8040
В соответствии с положениями ГОСТа, на которые при выборе оборудования ориентируется любое штамповочное производство, прессы данной категории характеризуются следующими параметрами.
- Развиваемое номинальное усилие – 6300–63000 кН.
- Величина хода ползуна – 200–460 мм.
- Количество непрерывных ходов, совершаемых ползуном, – 100–40 мин-1.
- Расстояние (минимальное) между столом и подштамповой плитой – 560–1150 мм.
- Рабочий ход механизма клиновой регулировки хода – не менее 10 мм.
- Усилие, которое могут развивать выталкиватели, величина их хода.
- Размеры рабочего стола и ползуна.
- Размеры боковых окон, имеющихся в станине.
 (3 оценок, среднее: 5,00 из 5)
(3 оценок, среднее: 5,00 из 5)




